


Cada una de las seis cajas del trabajo Die Mauer incluye un texto acerca de las razones y el contexto en el que se originan las imágenes. Dicho texto se imprimió originalmente en un servicio de impresión comercial. Ahora, con la experiencia de impresión tipográfica manual del texto que acompaña al trabajo XIX·XXI, se ha probado de repetir la experiencia pero usando esta vez plancha de polímero en lugar de la de magnesio. La plancha de polímero se puede adquirir en multitud de comercios y resulta muy fácil de procesar. Ello permite abordar el trabajo sin necesidad del servicio de terceros.
Después de algunas consultas y lecturas al respecto, se optó por las planchas de polímero KF95GC de Toyobo. Este modelo tiene una base de poliester algo flexible que facilita su fijación a la base de prensa tipográfica de pruebas. La dureza del material una vez endurecido es de 67ºshore. Después de retirar el acetato transparente protector, la plancha se expone a la luz ultravioleta (UV) de ≈360nm a través de un negativo del texto. La duración de la exposición depende del tipo de lámpara, de su energía, de la distancia y del tipo y grosor del cristal de la prensa de vacío. En cualquier caso, Toyobo recomienda una exposición suficiente para endurecer los eslabones 14 -15 de la tira Stouffer 21 Step Sensitivity Guide #T2115, que se corresponden con las densidades 2,00 – 2,15. Toyobo también recomienda que el negro del negativo supere un valor de densidad de al menos 3,00. Con valores de densidad menores se puede producir un endurecimiento del polímero correspondiente al fondo, que a su vez reduce el diferencial de altura entre los tipos y el fondo de la plancha. También en el caso de tipos de cuerpo pequeño, aprox. <16puntos, existe riesgo evidente de dificultades para respetar este diferencial necesario en las formas complejas de las letras, especialmente las minúsculas. En relación a ésto, la densidad de 3,00 no resulta fácil de conseguir con una impresora de chorro de tinta (inkjet). Las impresoras láser pueden alcanzar esta densidad y superiores regulando los ajustes disponibles en el software de impresión. Si no se dispone de una impresora láser con capacidad de regulación de la densidad del tóner, se pueden utilizar negativos fotográficos con película de alto contraste. Existen servicios de pre-impresión que todavía proveen este tipo de negativos. Éste a sido el sistema empleado en este caso.
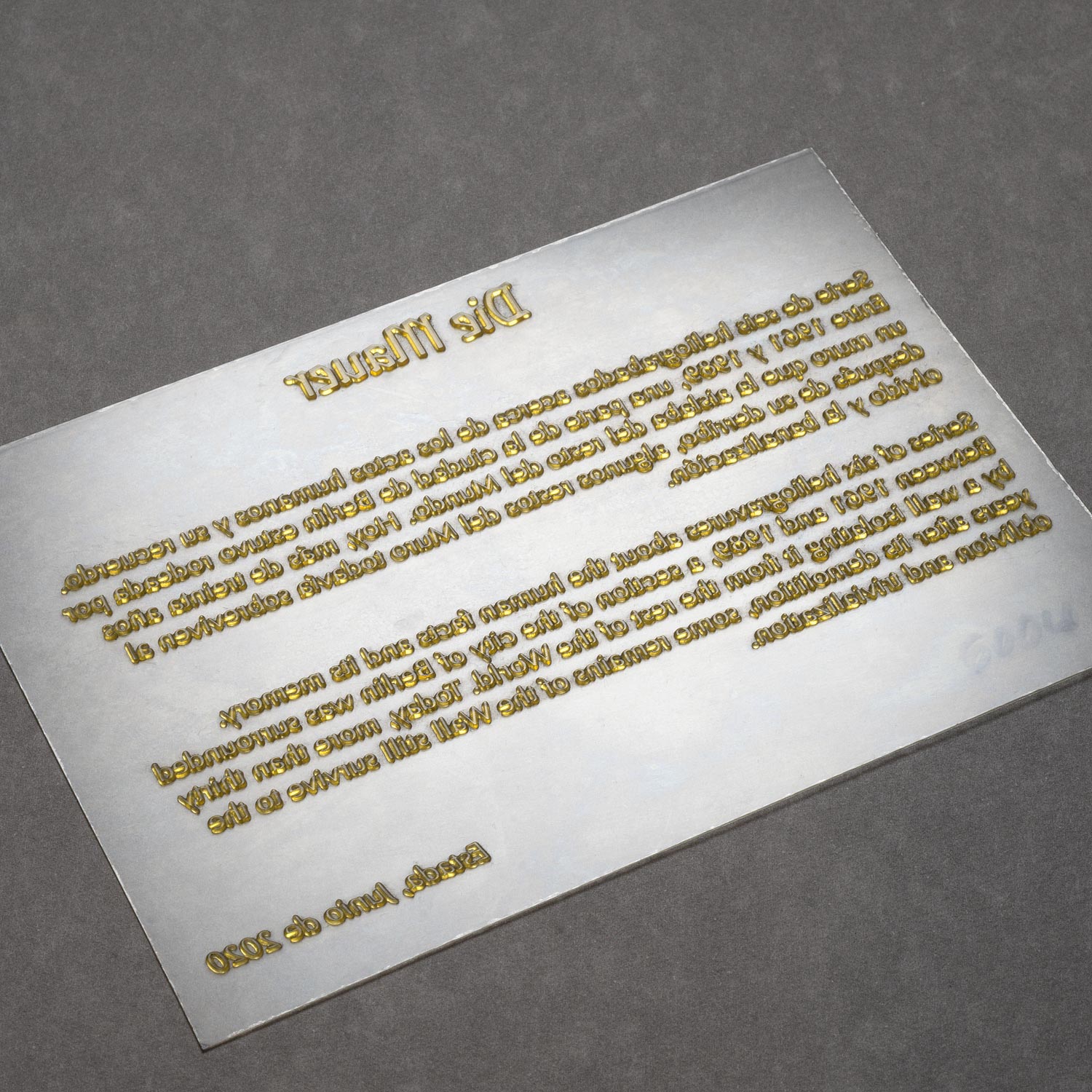
Una vez expuesta la plancha a través del negativo, se procede al lavado del polímero no endurecido que se corresponde con las partes de fondo del papel de impresión. El lavado se realiza bajo agua corriente entre 20º y 25ºC con ayuda de un cepillo de nylon de dureza media. Durante todas las manipulaciones de las planchas, incluyendo el lavado, se utiliza una luz de seguridad amarilla o naranja que evite cualquier radiación azul o UV. Después de comprobar que el lavado ha eliminado todo el polímero no endurecido (4 – 5min), se seca la plancha a conciencia mediante aire caliente (50 – 60ºC). Finalmente se procede a una segunda exposición a la luz UV que ha de ser al menos tan larga como la que se usó en la primera exposición. Esta segunda exposición garantiza el endurecimiento definitivo del polímero. En la Fig., 1 se muestra la plancha de polímero correspondiente al trabajo Die Mauer citado anteriormente.
Each Die Mauer boxed series includes a text about the reasons and context under the work was conceived. This text was printed by a commercial printing service. Now, after the experience with the hand pulled letterpress for the XIX·XXI work, an attempt has been made repeating the experience but using a polymer plate instead a magnesium one. Polymer plates can be acquired in many stores and is quite easy to process. This allows for a self made work without the intervention of third parts.
After some queries and readings, the Toyobo KF95GC polymer plate was chosen. This plate has a flexible poliester base easy to adhere onto the letterpress proof press base plate. After processing, its hardness is of 67ºshore. After the transparent protective acetate is removed, the palte is exposed to an ultraviolet light (UV) of about 360nm trough a negative of the text to be imprinted. The exposure time depends on the lamp type, its energy, the distance and the thickness of the vacuum press glass. The instruction sheet fromToyobo recommends an exposure enough to harden the steps 14 – 15 of the Stouffer 21 Step Sensitivity Guide #T2115 step target, which correspond to a density of 2.00 – 2.15. Toyobo also prevents about the black on the negative must be of a minimum density of 3.00. Lower background density values could provoke some amount of background hardening, reducing in turn the height differential between the background and the upper part of types. Even, for small type sizes of <16point, there is a risk to avoid the correct profiling of complex type forms, specially in lower case. Related with that, a density of 3.00 is not so easy to achieve with inkjet printers. Laser printers can achieve this density and more trough the adjustments available in the printer software. If a such laser printer with density control is not available, there is the opportunity to use high contrast photographic negatives. There are still some pre-press services providing it. This is the system employed in this work.
Once the plate has been exposed, it must be washed to remove all the non hardened polymer. This is done under tap water at 20º – 25ºC with the help of a soft nylon brush. During all those manipulations, including the washing, a safety yellow or orange light must be used avoiding any presence of blue or UV light. After check all the non hardened polymer has been removed (4 – 5min), the plate is thoroughly dried with hot air (50º – 60ºC). Finally, a second UV exposure is done. This second exposure must be at least as long as the first one. This ensures the final hardening of the polymer. In the Fig., 1 is shown a polymer plate with the text for the above cited Die Mauer work.
El procedimiento de entintado e impresión es el mismo que se empleó anteriormente con la plancha de magnesio. En la Fig., 2 se muestra el resultado obtenido en este caso.
The inking and printing proces through the old proof press is the same already described for the magnesium plate. The Fig., 2 shows the result obtained in this case.
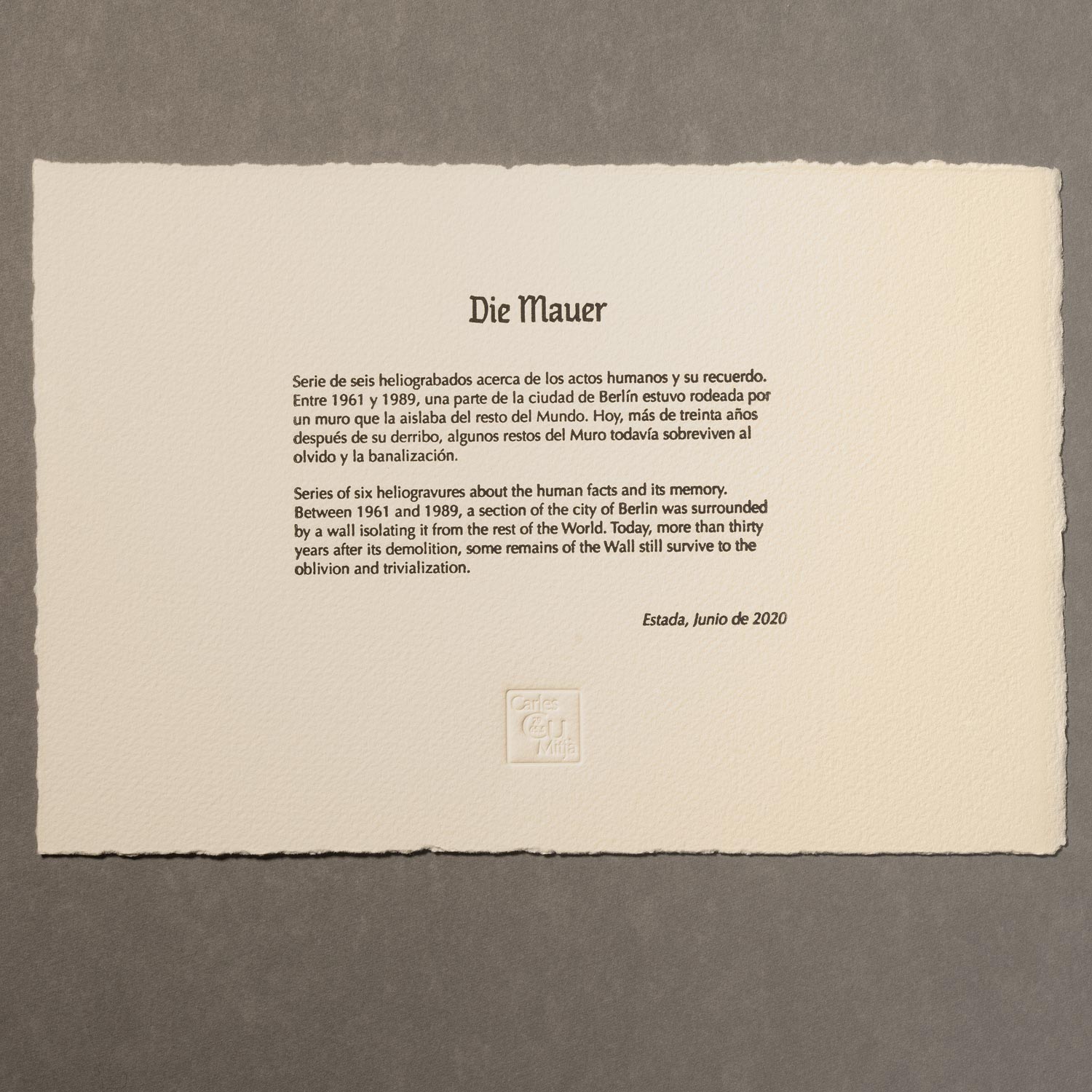
En la parte baja de la hoja se puede observar un logotipo gofrado obtenido a partir de una plancha magnesio y mediante el uso de la prensa de sello en seco que se muestra en la Fig., 3.
At the bottom of the paper sheet, it can be observed an embossed logo obtained from a magnesium plate and a dry stamp press, which is shown in the Fig., 3.

