
 Una vez laminada la plancha de cobre con el film foto-polímero Puretch siguiendo las instrucciones que se suministran con el mismo, debe prepararse un fotolito positivo de la imagen a grabar. Este fotolito deberá tener el tamaño al que se quiera grabar la imagen sobre la plancha. Las propiedades de este fotolito dependerán en parte de la respuesta que tenga el film foto-polímero a la luz empleada para dar inicio a la reacción de polimerización que conduce a su endurecimiento. Al margen de esta respuesta, los fotolitos positivos deben ser monocromos y estar preparados sobre material transparente. La opacidad de la imagen positiva será la encargada de evitar el paso de la luz UV y por lo tanto, de impedir el endurecimiento del foto-polímero. Durante la fase posterior de lavado, el foto-polímero no endurecido se disolverá y dejará descubierta la superficie del cobre. Esta superficie recibirá la acción del mordiente empleado que a su vez generará el surco o grabado propiamente dicho. En la etapa de entintado y limpieza de la plancha, este surco retendrá la tinta que posteriormente será transferida al papel bajo la presión de la prensa de grabado o tórculo.
Una vez laminada la plancha de cobre con el film foto-polímero Puretch siguiendo las instrucciones que se suministran con el mismo, debe prepararse un fotolito positivo de la imagen a grabar. Este fotolito deberá tener el tamaño al que se quiera grabar la imagen sobre la plancha. Las propiedades de este fotolito dependerán en parte de la respuesta que tenga el film foto-polímero a la luz empleada para dar inicio a la reacción de polimerización que conduce a su endurecimiento. Al margen de esta respuesta, los fotolitos positivos deben ser monocromos y estar preparados sobre material transparente. La opacidad de la imagen positiva será la encargada de evitar el paso de la luz UV y por lo tanto, de impedir el endurecimiento del foto-polímero. Durante la fase posterior de lavado, el foto-polímero no endurecido se disolverá y dejará descubierta la superficie del cobre. Esta superficie recibirá la acción del mordiente empleado que a su vez generará el surco o grabado propiamente dicho. En la etapa de entintado y limpieza de la plancha, este surco retendrá la tinta que posteriormente será transferida al papel bajo la presión de la prensa de grabado o tórculo.
En el caso de la imagen fotográfica, la opacidad del positivo se puede conseguir por procesos foto-químicos preparando una diapositiva en blanco y negro de la imagen a grabar o mediante impresión sobre material transparente por medio de impresoras de chorro de tinta (inkjet), láser o de sublimación. Dado que la preparación de una diapositiva BN al tamaño del grabado es laboriosa y requiere de una instalación de laboratorio foto-químico, una alternativa es digitalizar el negativo o diapositiva color originales e imprimir a continuación sobre material transparente. En todos los casos y sobre todo por una inercia derivada de la impresión de imagen fotográfica de alta calidad, se suelen emplear impresoras de chorro de tinta del segmento alto. Aunque como se verá más adelante la capacidad de generar una gama tonal muy extensa de estos instrumentos no es un requisito imprescindible ni siquiera útil, su mayor flexibilidad en los numerosos ajustes que concurren en una buena técnica de impresión, constituye la opción más adecuada. En mi caso, empleo el modelo Stylus Photo R3000 de EPSON.
Como soporte de impresión del fotolito pueden emplearse multitud de materiales transparentes disponibles en el mercado de la impresión inkjet. En cualquier caso, el concepto de transparencia no debe asociarse tanto al aspecto visual del material en cuestión, como a su capacidad para dejar pasar las radiaciones de onda corta (UV) que son las responsables del endurecimiento del polímero. Por el contrario, un aspecto relevante es, en este caso, la capacidad del material para generar una impresión de calidad. El material más económico disponible es el acetato transparente para fotocopiadora. Aún así, este material dista mucho de retener las gotas de tinta inyectadas por la impresora en su forma inicial. El esparcimiento de la tinta genera una imagen confusa en el detalle y puede causar problemas de suciedad en los inyectores. Después de probar varios de los materiales transparentes específicos de la impresión inkjet disponibles en el mercado, en mi opinión el Pictorico OHP (TPU100) de Mitsubishi Imaging es el que proporciona una imagen de mayor calidad y un secado relativamente rápido. Este material tiene un aspecto opalescente azulado. Esta opalescencia es debida a un recubrimiento específico para mejorar la recepción de la tinta de la impresora.
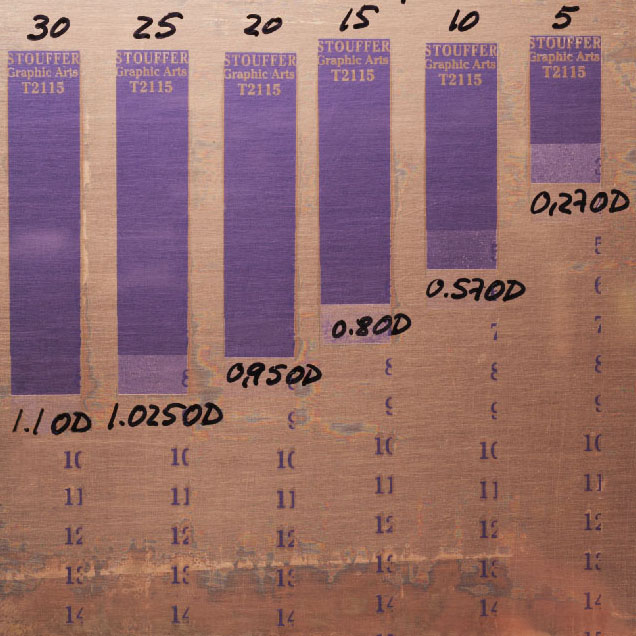
Antes de pasar a los ajustes de impresión del fotolito, vamos a analizar la respuesta del film Puretch a la luz UV. Como ya se comentó en el anterior post Fotograbado con Film Foto-Polímero II – Iluminación UV, empleo flash electrónico para la insolación. En las instrucciones del film se indica que la insolación óptima es aquella que deja visible el parche Nº4-5 o el Nº6-9 del test de Artes Gráficas Stouffer T2115 (Fig., 1). La primera opción se indica para positivos de alta resolución, mientras que la segunda se recomienda para positivos en general. Dado que no se indica el umbral que define lo que se considera alta resolución, se impone una prueba para calibrar la exposición òptima a nuestros fines.

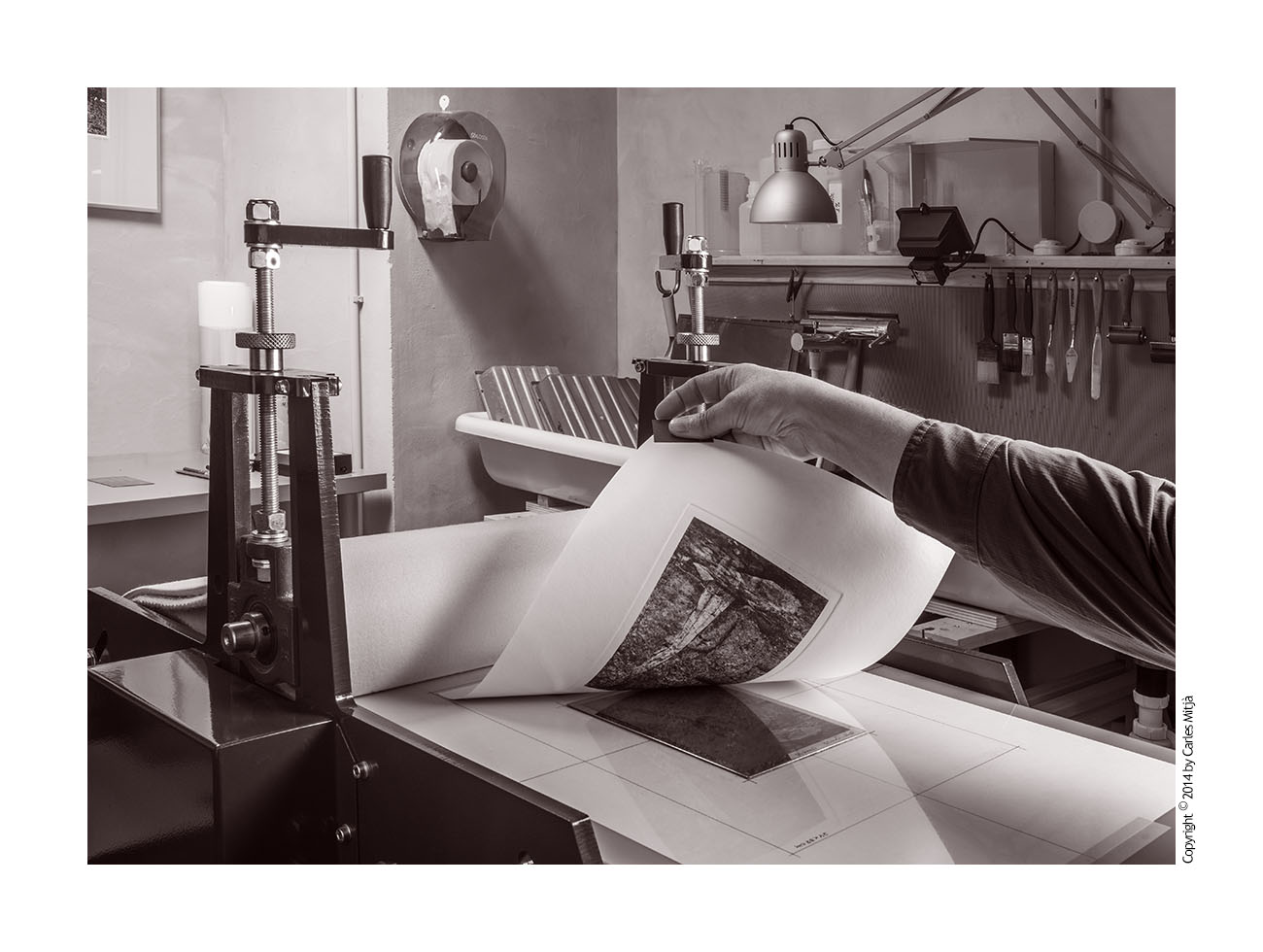
Para ello, se expone una plancha de cobre laminada con film Puretch mediante la instalación mostrada en la Fig., 7 del post Fotograbado con Film Foto-Polímero II – Iluminación UV a través del test Stouffer 2115. La exposición se realiza de forma secuencial incrementando cada vez las unidades de exposición. El resultado conseguido después del lavado y endurecimiento completo del foto-polímero es el que se muestra en la Fig., 2. En ella puede observarse que incrementos iguales de exposición no consiguen atravesar opacidades del test respectivamente proporcionales. Este comportamiento indica que existirá, más allá del alcance del ensayo en este caso, una densidad óptica que no será posible penetrar con la instalación de insolación descrita. En la Fig., 3 se muestra en un gráfico esta extinción progresiva de la respuesta a medida que aumenta la opacidad del test. Este dato debe relacionarse con la opacidad que debería tener la tinta de la impresora para evitar que la luz UV la consiga atravesar y se considerará en el momento de establecer la exposición correcta del fotolito para unas condiciones dadas.
De todos modos, el dato más importante aportado por el ensayo anteriormente descrito es que sea cual sea el nivel de insolación y el consecuente nivel de opacidad que ha permitido el inicio de la reacción de polimerización, ésta se produce bruscamente. En cada incremento de exposición, sólo hay a lo sumo un parche que muestra una reacción incipiente. Los demás, o se han endurecido completamente (tono azulado) o no se han modificado. En otras palabras, para cada nivel de exposición se establece un umbral definido por la densidad óptica del test (OD) que determina el nivel por debajo del cual se lleva a cabo la polimerización del material foto-polímero y por encima del cual la reacción no tiene lugar por ausencia de insolación. Ello indica una respuesta del tipo ON/OFF o binaria, sin gradación tonal. De esta respuesta binaria se deduce pues, que el film Puretch no es capaz de generar tonalidades útiles al fotograbado.


Suponiendo que el fotolito positivo contenga una gama tonal acorde con la gama de valores de gris presente en el archivo digital, tal y como corresponde a una impresión de alta calidad, aquellos valores de gris que queden por debajo del umbral correspondiente a la exposición dada dejarán pasar la luz UV y se polimerizará el material foto-sensible. Por el contrario, las gotas de tinta correspondientes a los valores de gris más oscuros, por encima del citado umbral, impedirán todos ellos el paso de la luz UV y no se generará ninguna reacción en el material. Ello conduce a un resultado binario blanco/negro que se corresponde con la respuesta ON/OFF del fil foto-polímero Puretch.
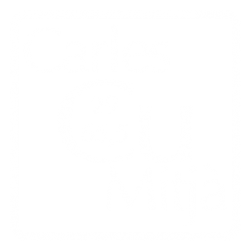
En la Fig., 4 se muestra una estampación generada con una fotolito positivo impreso con el nivel más alto de calidad del que es capaz la impresora EPSON Stylus Photo R3000. El resultado es una imagen sin gama de grises que como consecuencia muestra un contraste extremo. Este contraste está directamente relacionado con la respuesta abrupta del film Puretch detectada en el ensayo cuyo resultado se muestra en la Fig., 2. La conclusión es que el fotolito positivo debe generarse atendiendo a este carácter binario de la respuesta del film foto-polímero Puretch.
En las planchas preparadas de Solarplate o Toyobo, la respuesta es algo distinta. Probablemente a causa del grosor del material y a que el foto-polímero se halla emulsionado en una gelatina, la reacción de polimerización no se lleva a cabo de forma completa en función de la cantidad de luz que penetre el film o la gelatina impregnada de polímero en el caso de las planchas preparadas. Como es lógico, la cantidad de luz UV que consigue penetrar en el material es función de la opacidad del positivo. A su vez, durante la etapa de lavado posterior se producen vaciados de diferente profundidad que en la fase de entintado cargarán cantidades diferentes de tinta y se estamparán como manchas más o menos densas. Si el fotolito generado en la impresora contiene tamaños de gota de tinta distintos además de sus respectivas diferencias en opacidad, las huellas generadas en la plancha serán más o menos profundas y de diferente tamaño según la región de la gama tonal a que correspondan. En este caso el lavado del polímero no endurecido no permite llegar a la base de metal o de plástico y el grabado de la imagen queda retenido en el grosor de la emulsión de gelatina impregnada de polímero. La matriz es pues, el propio polímero endurecido.
En este contexto, se dan algunas informaciones respecto de las densidades ideales que ha de tener el fotolito positivo para su funcionamiento con los diferentes tipos de film y planchas de foto-polímero. Estas indicaciones deben tomarse como una orientación a modo de punto de partida pero en muchos casos no se corresponderán con los resultados prácticos a causa de las diferencias basadas fundamentalmente en la actinidad de la fuente de luz empleada en la insolación, la transparencia a la luz UV del soporte de impresión del fotolito y las propiedades de opacidad a la luz UV de la tinta de la impresora. La composición de la tinta, incorporando colorantes (dye), pigmentos (pigmented) o incluso depósitos minerales (carbon ink), puede generar una opacidad frente a la luz UV muy distinta de la percibida visualmente. Se impone pues siempre, el calibrado del sistema con el film o plancha y el sistema de insolación que se vaya a utilizar en cada caso.
Como ya comenté en el post Fotograbado con Film Foto-Polímero I – Consideraciones Iniciales, mi interés actual se centra en grabar conservando una matriz en plancha de cobre. De ahí la necesidad de generar fotolitos positivos en modo binario a causa del comportamiento del film Puretch observado en el ensayo de la Fig., 2. La forma de preservar la gama tonal de la imagen sin que en realidad existan en ella más que dos tonos, la transparencia del soporte y la opacidad de la tinta de la impresora, es generar una versión de la imagen original mediante un sistema de trama. Se trata del mismo método que se viene utilizando desde hace muchos años en los sistemas de impresión industriales como el hueco grabado y el offset. Estas tramas se denominan de medios tonos (halftone screen). Una vez la imagen está tramada, en lugar de definir los tonos mediante los valores de gris de los píxeles, éstos se definen mediante el porcentaje de cobertura de tinta sobre el blanco del papel.
A partir de la imagen original, el tramado de la misma se puede realizar bajo cuatro esquemas básicos bien establecidos en el ámbito de las Artes Gráficas. El más simple y todavía ampliamente utilizado es el de la trama denominada con las siglas AM (amplitude modulation). El tramado se estructura en base a una parrilla de filas y columnas ortogonales. La separación entre los puntos (dots) es siempre la misma lo que significa que su frecuencia es constante. Las tramas AM se definen según su frecuencia, también llamada lineatura o número de líneas por unidad de longitud, el ángulo de orientación de la parrilla ortogonal y la forma del punto. La variable tonal es el tamaño de los puntos, más pequeños en los tonos claros de la imagen y más grandes en los tonos oscuros; considerando el punto pequeño como una señal débil y el grande como una intensa, de ahí su distintivo de modulación en amplitud.
El segundo sistema es generar una nube de puntos todos del mismo tamaño pero más cercanos entre sí en las zonas oscuras de la imagen y más dispersos en las más claras. El sistema recibe el nombre de tramado FM (frequency modulation) ya que el tono se deriva de la frecuencia de aparición de los puntos. Los métodos utilizado para generar la disposición de los puntos a partir de la imagen en tono continuo han derivado en diversas denominaciones a través del tiempo como trama estocástica, trama aleatoria, dithering, error diffusion o diffusion dither. La última denominación, diffusion dither, define el método de generación más utilizado en la actualidad aunque no siempre se le denomine de este modo.
Finalmente y sobre todo a partir de la incorporación de la tecnología digital en el ámbito de las Artes Gráficas, existen dos grupos más de procedimientos de tramado. Las llamadas tramas híbridas (hybrid) de 1er, 2º y 3er orden y las tramas cruzadas (XM por crossed modulation). Todas ellas combinan el tramado AM y el FM según se trate de tonos claros, medios o oscuros, así como de las tintas planas o gráficos lineales.
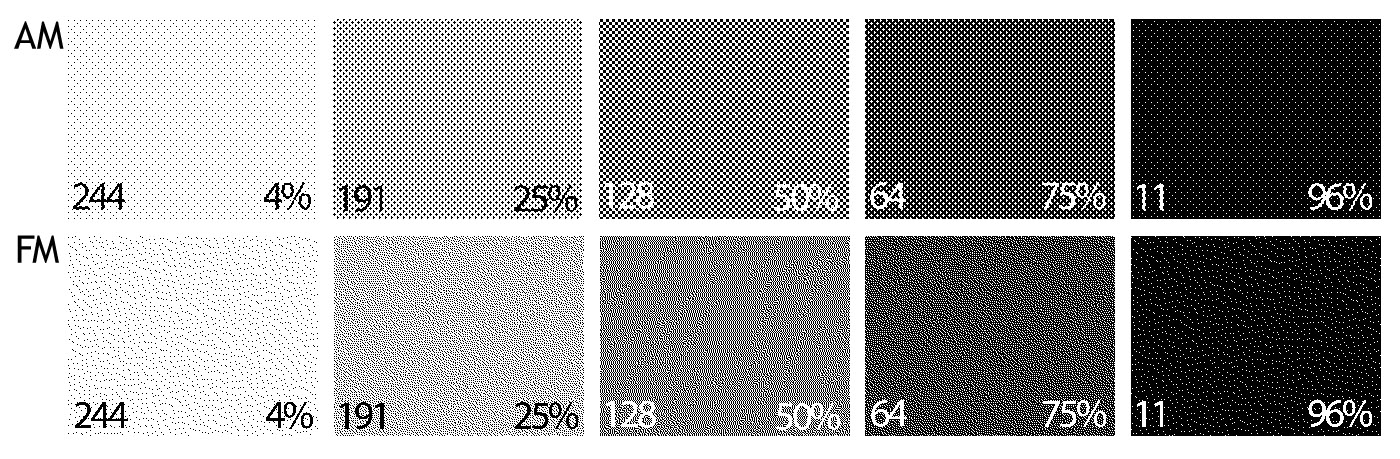
En la Fig., 5 se muestran tramados de parches de distinto valor de gris en modos AM (arriba) y FM (abajo). En cada parche se indica, a la izquierda, el valor de gris en la escala de 8bit y a la derecha el porcentaje de cobertura de tinta. La imagen debe observarse ampliada para evitar el moiré generado por aliasing con la parrilla de píxeles de la pantalla en la versión reducida incrustada en el texto. Si se quiere comprobar el mecanismo de integración que genera el sistema visual al no poder resolver los puntos, debe observarse la imagen de la Fig., 5 ampliada en una nueva ventana o pestaña del navegador (click sobre la imagen) y alejarse de la misma tres o cuatro metros. A esta distancia, los parches de las hileras superior e inferior se perciben como del mismo tono de gris respectivo.
Por lo tanto y para generar la percepción de tono, los puntos que conforman los diferentes sistemas de tramado no deben superar determinado tamaño para evitar que puedan ser resueltos por la visión del observador. Procediendo de este modo se consigue que los puntos de tinta y el blanco del papel circundante sean integrados por el sistema visual del observador generando la percepción de los diferentes tonos. De los cuatro métodos de tramado expuestos y dado que nuestras imágenes originales están en formato de archivo digital, las más asequibles sin disponer de instrumentación específica de Artes Gráficas, son el tramado AM y el FM, ésta última en la modalidad diffusion dither. Ambos sistemas de tramado se pueden aplicar a la imagen formada por píxeles a partir de diversos programas de procesado de imagen entre los que se cuenta Adobe Photoshop.
El proceso de creación del fotolito tramado es pues una de las claves de las que depende la gama tonal visible en la imagen estampada. Elegir entre trama AM o FM y combinar en la forma adecuada las numerosas variables interdependientes que intervienen en el proceso de creación de la misma, determina la posibilidad de obtener una estampa con una gama tonal razonable en relación a la imagen original. Aún así, además del tramado del fotolito, existen otros factores que condicionan esta gama tonal, entre los que se cuentan el grabado del cobre con la solución de cloruro de hierro, el binomio tinta-papel y la habilidad en el proceso de entintado y limpieza de la plancha antes de la estampación en el tórculo.

Finalmente y antes de entrar en la forma de generación de la trama, cabe citar que como en todos los procedimientos de grabado en los que se pretenda retener tinta en regiones lisas más o menos extensas de la plancha, estas regiones deben incorporar algún tipo de textura que permita esta retención de tinta. En los procedimientos de grabado clásico se consigue esta textura incorporando a la plancha lo que se denomina una trama de aguatinta (aquatint screen). También el método de fotograbado clásico o heliograbado utiliza esta técnica por medio de la pulverización de la plancha con partículas aerosol de colofonia o derivados asfálticos. En nuestro caso y dado que este tramado previo debe realizarse en el film foto-polímero sobre la plancha de cobre, lo más conveniente es insolar la plancha ya laminada a través de una trama estocástica de las utilizadas en Artes Gráficas. Haciendo click en la Fig., 6 se puede observar la estructura de una trama estocástica realizada sobre película fotográfica y utilizada para tramar previamente el fil Puretch laminado sobre plancha de cobre con el fin de facilitar la retención de tinta en áreas extensas. Se evitan con ello las llamadas “calvas” u open bite en los negros.
En resumen y después de todas estas consideraciones, las variables a tener en cuenta al tramar la imagen son:
- La resolución de la trama estocástica utilizada para texturizar la plancha y conseguir la retención de tinta en las áreas de tono muy oscuro y relativamente extensas.
- Si se utiliza tramado AM:
- La lineatura del tramado AM necesaria para evitar la detección de los puntos por parte del sistema visual del observador.
- La orientación de los ejes ortogonales de la trama AM para dificultar su detección por parte del sistema visual del observador.
- La resolución en píxeles por unidad de longitud necesaria en el archivo de imagen para que dada la lineatura elegida, se genere el número de tonos necesario (en general, 256).
- La adecuación de esta lineatura al binomio tinta-papel en la etapa de estampación.
- El tamaño de los puntos en los extremos claro y oscuro de la gama tonal en relación a la resolución de la trama estocástica citada en el primer punto.
- Si se utiliza tramado FM:
- El tamaño de punto óptimo en relación a evitar su resolución por parte del sistema visual del observador; este aspecto es importante sobre todo en las zonas más claras y más oscuras de la gama tonal donde los puntos se hallan más dispersos.
- El tamaño de punto óptimo en relación a la resolución de la trama estocástica citada en el primer punto.
- El tamaño de punto óptimo en relación al binomio tinta-papel en la etapa de estampación.
- La resolución en píxeles por unidad de longitud necesaria en el archivo de salida para conseguir el tamaño de punto deseado.
- En ambos casos debe comprobarse la fidelidad de la trama generada por la impresora respecto de la creada en el programa de procesado de imagen. Según el modelo de impresora, es posible que para ello deba instalarse un RIP (Raster Image Processor) específico y diferente del propio del instrumento. Este RIP puede mejorar la agrupación de las gotas de tinta inyectadas por la impresora de forma que respeten la forma del punto generada en el archivo digital al tiempo que aumenta su opacidad. El primer aspecto incide en la preservación de los puntos más pequeños en las altas luces y sobre todo, en las sombras. El segundo favorece la correcta insolación del foto-polímero.
- Si se utiliza tramado AM:
En el próximo post se discutirán los aspectos prácticos relacionados con estas variables.
BIBLIOGRAFÍA
- BARNETT, Bruce 2007. Halftones on Postscript printers. Autoedición.
- CARTWRIGHT, H. M. 1961. Ilford Graphic Arts Manual-Volume I Photoengraving. Ilford Limited, Ilford, Essex.
- PORTALUPI, Mª Cristina 2010. La reproducción del color en la industria gráfica. Cuaderno Tecnología III – Producción. Universidad Nacional de Cuyo. Facultad de Artes y Diseño. Argentina.

2 Replies to “Fotograbado con Film Foto-Polímero III – Preparación del Fotolito Positivo”